
GB/T 19723-2005 纺织测试仪纺织纤维货批商业质量的测定
前言
本标准非等效采用 ISO 6741;1989《纺织品——纤维和纱线——交付货物商业质量的测定》,并结全国内实际情况,作了以下修改:
1.本标准只规定了纺织原料(纤维)的商业质量的测定和计算,去除了纱线部分;
2.引用标准由ISO标准全部改为我国国家推荐性标准;
3.取样比例按照适用的纺织纤维材料的种类进行分类;
4.取样方法采用目前国内常用的方法;
5.原棉回潮率测定:增加电测器法;
6.样品的清洁采用目前国内常用的方法;
7.对商业允贴未作任何规定,由买卖双方 自行商定;
8.商业质量的计算采用以净质量为基础,结合不同的系数来对不同种类的纺织纤维货批进行计算。
本标准的附录A、附录B、附录C为规范性附录
本标准由中国纤维检验局提出。
本标准由中国纤维检验局归口
本标准起草单位:上海市纤维检验所、中国标准化协会纤维分会。
本标准 主要起草人:韩学铭、王永林、严文源、聂济仁。
1 范围
本标准规定了单一品种的纺织纤维货批商业质量的测定和计算方法。
本标准 适用于棉、麻、羊毛、山羊原绒、分梳山羊绒、耗牛原绒、骆驼原绒、马海毛、化学纤维等纺织原料货批的商业质量的测定。本标准也适用于计算或核对纺织原料货批的发票质量。本标准不适用于零售或混合的纤维货批。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3291.3 纺织 纺织材料性能和试验术语 第 3部分:通用
GB/T 4146 纺织名词术语(化纤部分)
GB/ C5 706 纺织名词术语(毛部分)
GB/T 6102.2 -1985 原棉回潮率试验方法 电测器法
GB/T 6 499-1992 原棉含杂率试验方法
GB/T 6978-1986 原毛洗净率试验方法
GB/T 8170 数值修约规则
GB/T 9995--1997 纺织材料含水率和回潮率的测定 烘箱干燥法
3 原理
纺织纤维货批的商业质量是根据下面计算而得出的,即纺织纤维货批的烘干质量加上与允贴1)相对应的质量而得出的质量,为此必须进行以下操作:
a) 取一个有代表性的货批样品;
b) 测定该货批的净质量或该货批样品中各包装件的净质量和发票质量;
c) 从该货批样品的各包装件中取出试验室样品;
d) 将各试验室样品称量,如果有必要再分成小样;
e) 对毛绒类纤维样品需要通过洗涤,并用有机溶剂萃取程序去除油脂;
f) 对棉 、毛纤维则用分析机去除杂质;
9) 烘于各试验室样品;
h) 测定各试验室样品的烘干质量或去杂后的质量;
i) 计算该货批商业质量
在某些情况下,程序 价可先于程序 b);
当只通过烘干而不清洁来测定一个纺织纤维货批的商业质量时,有关买卖双方则可商定一个值来修正该货批的商业质量。
备注:1) 允贴一国家规定的公定回潮率、公定含油率、公定含杂率。或由买卖双方商定的值。
4 术语和定义
下列术语和定义适用于本标准。
4.1 货批consignment
根据一张装运单发至一个买主的一种指定型号和品质的全部纺织纤维的包装件。
4.2 包装件 container
货批内包装的单位(如箱、盒、袋、包等)其标志在发货单上明确标明。
4.3 回潮率 moisture regain
按规定方法测定的纺织材料中任何形态水的质量对被测材料的干燥质量百分率。
4.4 公定回潮率 conventional moisture regain
纺织材料回潮率的约定值。
4.5 含水率 moisture content
按规定方法测定的纺织材料中任何形态水的质量对被测含湿材料的质量百分率。
4.6 含油率 oil content
纤维中所含的油剂质量(不包括水分)对干燥纤维质量的百分率。
4.7 含杂率 trash content
在规定试样中杂质质量对其试样质量的百分率。
4. 8 洗净率 clean content
原毛经洗净后,净毛质量对原毛质量的百分率。
4.9 洗涤减且率 washingr eduction in mass
化学纤维经洗涤处理前后的烘干质量之差,对洗涤处理前烘干质量的百分率。
4. 10 盈亏率 profit and loss
货 批 的 商业质量与发票质量之间的差数对发票质量的百分率。
4. 1 1 湿里 wet mass
纺织材料含有水分时的质量。
4. 12 烘干质量 oven-dry mass
将试样置人规定温度的烘箱内烘燥得到的恒量。
4. 13 恒量 constant mass
纺织材料按规定时间间隔连续称量,前后两次称得的质量差值对后一次的百分率不超过规定范围时的质量。
4. 14 毛质 gross mass
纺织材料及其包装物质量之和。
4. 15 皮质 tare
货批包装件的质量。
4. 16 净质 net mass
毛质量扣除包装物质量后的质量。
4. 17 商业允贴 commercial allowance
为计算商业质量等要加到纺织材料干燥质量上的水分量和萃取物量的约定值。用对已经萃取和干燥材料的质量百分率表示
4. 18 商业质量 commercial mass
材料干燥后质量加上相应于商业回潮率的质量或材料经萃取后干燥质量加上相应商业允贴的质量所得的材料质量。
5 设备和试剂
5. 1 称量仪器
a) 移动式杠杆秤:用于称量货批(或箱)包装件,精度不低于0.1%,称量时应尽量接近衡器最大量程;
b) 案秤:称量 5kg,最小分度值为5g;
c) 链条天平:最大称量200g ,最小分度值0.0 1g;
d) 分析天平(分度值 0.0001 ,0.001,0.1g ).
5.2 密闭容器
由低吸 湿材料制成并足以容纳测试材料的容器。如一只有盖的铁皮筒,或是一只洗净、无油脂的聚丙烯袋,厚度至少70um,可密封,并且无孔洞。
5.3 回潮率测试仪器
5.3. 1 电测器
国产棉纤维可采用电测器测定回潮率。
5.3.2 烘箱
通风对流型或强制气流型,并附天平[见 5.1 .c)].
通风电热烘箱(附有烘篮、温度计及0.0 1g 分度值天平)。如果烘箱不是放在温度为20℃士20℃,相对湿度为65%士2%的标准大气环境中,那么对烘干质量应予以修正,修正值遵照附录B的规定。
注 : 聚丙烯腊纤维不可用强制气流烘箱。
5.4 杂质分析机
用于棉纤维样品杂质含量的测定以及毛纤维样品的开松。
5.5 索氏萃取器
用于毛纤维样品含油率的测定。
5.6 洗毛设备
用于毛纤维样品洗净率测定的洗涤设备。
5.7 干燥器
用于样品质量箱外热称时样品的干燥。
5. 8 中性洗涤剂
用于样品的洗涤。
6 货批净质皿的测定
如货批包含多种批号以及多种类型的包装,则将同一种批号、同一类包装的货物,作为一个单独货批来处理。若在运输过程中受损、受潮或破损应分拣出来,这些包装件的商业质量应按买卖双方商定的办法来确定。
6. 1 全批货物称量
6.1.1 将全批货物逐一称量,称计毛质量,精确到0.25 kg.
6.1.2 按全批包数的1%回皮,如包装一致、包形整齐、包皮质量差异小者,可酌情减少,但每批至少3包。称计皮质量,计算平均皮质量。
6. 1.3 按式(1)计算全批货物的总净质量:
m1= m2 — m* n…………………………(1)
式 中 :
m1 一 总净质量,单位为千克(kg);
m2 — 总毛质量,单位为千克(kg);
m — 平 均皮质量,单位为千克(kg);
n — 包 装 件 数量
总净质量的计算按照GB/T 817。规定修约,并保留到整数位。
6.2 抽样称量
6.2.1 按规定2)取样包或箱数逐件称量,称计毛质量,精确到 0.5 k g。
6.2.2 将抽取的包装件全部回皮(包装箱、筒管、塑料袋等),称计皮质量,并计算平均皮质量,准确到0. 01 kg。
6.2.3 按式(2)计算抽取的包装件的总净质量:
m'1 = m'2 一 m ' * n ' ··· ··· ··· ··· ··· ··· ⋯ ⋯ ( 2 )
式中:
m'1 —— 抽取的包装件净质量,单位为千克(kg);
m'2 —— 抽取的包装件毛质量,单位为千克(kg);
m ' ——取的包装件平均皮质量,单位为千克(kg);
n ' —— 抽取的包装件数量。
净质量的计算按照GB/T 8170规定修约,并保留到整数位。
6.2.4 按式(3)计算全批货物的总净质量
m1 = N/n* m'1··· ··· ··· ··· ··· ··· ⋯ ⋯ ( 3 )
式中:
m1 — 全批货物的总净质量,单位为千克(kg) ;
m'1 一抽取的包装件总净质量,单位为千克(kg);
N-- 全批货物包装件总数;
n— 抽取的包装件数量。
2) 附录A中给出了各类纺织纤维货批在抽样称量时应抽取的包装件数量。
总净质量的计算按照GB/T 817。规定修约,并保留到整数位。
7 取样
在将纺织纤维货批(包装件)按 6.1及 6.2 所规定方法称量后,立即按照货批的纤维种类、包装件数量抽取一定数量的包装件,然后从上述抽取的包装件中按下列方法逐包抽取批样。
7.1 取样比例
附录A中给出了各类纺织纤维货批在抽取批样时应抽取的包装件数量。
7.2 取样方法
7.2. 1 方法Al
除去包装 件的正面包皮,用手迅速深人包装件内部(距离包装件表面10c m-15c m处)取样,样品从取出到封人密闭容器(见5.2 )内的时间不得多于 30s ;
7.2.2 方法A2
采用 一 只装有非旋转不锈钢管的原毛取样器(端头装有一刀头,用螺纹与钢管连接),靠机械或人力压人包装件。刀头的直径应为21 mm,管长600 mm士20 mm,将刀头朝毛层压缩方向插人,刀头应与包装件的面垂直,钻孔深度不得少于包装件厚度的47%,样品从取出到封人密闭容器(见5. 2 )内的时间不得多于30 s。
7.2. 3 方法A3
从各个包装件中任意取一个毛球,拉去外层条子 3m 后,在内外层各取一定数量(大致相等)的样品,样品从取出到封人密闭容器(见5.2 )内的时间不得多于 30s。
7.2.4 方法A4
从各个取样箱内任意取一筒(绞)丝,剥去表层丝后,可采用常用退绕法抽取一定数量的样品,样品从取出到封人密闭容器(见5. 2 )内的时间不得多于30 s。
7.3 各类纺织纤维货批批样的抽取方法以及抽取数19
见附录A。
8 回潮率
采用烘箱干燥法或电测器法来测定试样的回潮率。
8. 1 回潮率测定要求
试样回潮率的测定应在试样取出后的 24h 内完成。
8.2 回潮率测定方法
8.2.1 方法B1(烘箱法)
8.2.1.1 回潮率测定程序
从密闭容器中迅速称取一定质量的纤维(50g),作为一个回潮率试样放人烘箱,在标准大气条件下按照表1所列出的要求烘干试样。如果干燥的持续时间没有规定,则持续烘干,直至每隔15 min(通风烘箱)或每隔5 min(强制气流烘箱)称量,样品质量变化不大于0.05%为止。以最后一次称取的数值作为试样的烘干质量。具体试验步骤按照GB/T9995-1997的规定进行。
本标准非等效采用 ISO 6741;1989《纺织品——纤维和纱线——交付货物商业质量的测定》,并结全国内实际情况,作了以下修改:
1.本标准只规定了纺织原料(纤维)的商业质量的测定和计算,去除了纱线部分;
2.引用标准由ISO标准全部改为我国国家推荐性标准;
3.取样比例按照适用的纺织纤维材料的种类进行分类;
4.取样方法采用目前国内常用的方法;
5.原棉回潮率测定:增加电测器法;
6.样品的清洁采用目前国内常用的方法;
7.对商业允贴未作任何规定,由买卖双方 自行商定;
8.商业质量的计算采用以净质量为基础,结合不同的系数来对不同种类的纺织纤维货批进行计算。
本标准的附录A、附录B、附录C为规范性附录
本标准由中国纤维检验局提出。
本标准由中国纤维检验局归口
本标准起草单位:上海市纤维检验所、中国标准化协会纤维分会。
本标准 主要起草人:韩学铭、王永林、严文源、聂济仁。
1 范围
本标准规定了单一品种的纺织纤维货批商业质量的测定和计算方法。
本标准 适用于棉、麻、羊毛、山羊原绒、分梳山羊绒、耗牛原绒、骆驼原绒、马海毛、化学纤维等纺织原料货批的商业质量的测定。本标准也适用于计算或核对纺织原料货批的发票质量。本标准不适用于零售或混合的纤维货批。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3291.3 纺织 纺织材料性能和试验术语 第 3部分:通用
GB/T 4146 纺织名词术语(化纤部分)
GB/ C5 706 纺织名词术语(毛部分)
GB/T 6102.2 -1985 原棉回潮率试验方法 电测器法
GB/T 6 499-1992 原棉含杂率试验方法
GB/T 6978-1986 原毛洗净率试验方法
GB/T 8170 数值修约规则
GB/T 9995--1997 纺织材料含水率和回潮率的测定 烘箱干燥法
3 原理
纺织纤维货批的商业质量是根据下面计算而得出的,即纺织纤维货批的烘干质量加上与允贴1)相对应的质量而得出的质量,为此必须进行以下操作:
a) 取一个有代表性的货批样品;
b) 测定该货批的净质量或该货批样品中各包装件的净质量和发票质量;
c) 从该货批样品的各包装件中取出试验室样品;
d) 将各试验室样品称量,如果有必要再分成小样;
e) 对毛绒类纤维样品需要通过洗涤,并用有机溶剂萃取程序去除油脂;
f) 对棉 、毛纤维则用分析机去除杂质;
9) 烘于各试验室样品;
h) 测定各试验室样品的烘干质量或去杂后的质量;
i) 计算该货批商业质量
在某些情况下,程序 价可先于程序 b);
当只通过烘干而不清洁来测定一个纺织纤维货批的商业质量时,有关买卖双方则可商定一个值来修正该货批的商业质量。
备注:1) 允贴一国家规定的公定回潮率、公定含油率、公定含杂率。或由买卖双方商定的值。
4 术语和定义
下列术语和定义适用于本标准。
4.1 货批consignment
根据一张装运单发至一个买主的一种指定型号和品质的全部纺织纤维的包装件。
4.2 包装件 container
货批内包装的单位(如箱、盒、袋、包等)其标志在发货单上明确标明。
4.3 回潮率 moisture regain
按规定方法测定的纺织材料中任何形态水的质量对被测材料的干燥质量百分率。
4.4 公定回潮率 conventional moisture regain
纺织材料回潮率的约定值。
4.5 含水率 moisture content
按规定方法测定的纺织材料中任何形态水的质量对被测含湿材料的质量百分率。
4.6 含油率 oil content
纤维中所含的油剂质量(不包括水分)对干燥纤维质量的百分率。
4.7 含杂率 trash content
在规定试样中杂质质量对其试样质量的百分率。
4. 8 洗净率 clean content
原毛经洗净后,净毛质量对原毛质量的百分率。
4.9 洗涤减且率 washingr eduction in mass
化学纤维经洗涤处理前后的烘干质量之差,对洗涤处理前烘干质量的百分率。
4. 10 盈亏率 profit and loss
货 批 的 商业质量与发票质量之间的差数对发票质量的百分率。
4. 1 1 湿里 wet mass
纺织材料含有水分时的质量。
4. 12 烘干质量 oven-dry mass
将试样置人规定温度的烘箱内烘燥得到的恒量。
4. 13 恒量 constant mass
纺织材料按规定时间间隔连续称量,前后两次称得的质量差值对后一次的百分率不超过规定范围时的质量。
4. 14 毛质 gross mass
纺织材料及其包装物质量之和。
4. 15 皮质 tare
货批包装件的质量。
4. 16 净质 net mass
毛质量扣除包装物质量后的质量。
4. 17 商业允贴 commercial allowance
为计算商业质量等要加到纺织材料干燥质量上的水分量和萃取物量的约定值。用对已经萃取和干燥材料的质量百分率表示
4. 18 商业质量 commercial mass
材料干燥后质量加上相应于商业回潮率的质量或材料经萃取后干燥质量加上相应商业允贴的质量所得的材料质量。
5 设备和试剂
5. 1 称量仪器
a) 移动式杠杆秤:用于称量货批(或箱)包装件,精度不低于0.1%,称量时应尽量接近衡器最大量程;
b) 案秤:称量 5kg,最小分度值为5g;
c) 链条天平:最大称量200g ,最小分度值0.0 1g;
d) 分析天平(分度值 0.0001 ,0.001,0.1g ).
5.2 密闭容器
由低吸 湿材料制成并足以容纳测试材料的容器。如一只有盖的铁皮筒,或是一只洗净、无油脂的聚丙烯袋,厚度至少70um,可密封,并且无孔洞。
5.3 回潮率测试仪器
5.3. 1 电测器
国产棉纤维可采用电测器测定回潮率。
5.3.2 烘箱
通风对流型或强制气流型,并附天平[见 5.1 .c)].
通风电热烘箱(附有烘篮、温度计及0.0 1g 分度值天平)。如果烘箱不是放在温度为20℃士20℃,相对湿度为65%士2%的标准大气环境中,那么对烘干质量应予以修正,修正值遵照附录B的规定。
注 : 聚丙烯腊纤维不可用强制气流烘箱。
5.4 杂质分析机
用于棉纤维样品杂质含量的测定以及毛纤维样品的开松。
5.5 索氏萃取器
用于毛纤维样品含油率的测定。
5.6 洗毛设备
用于毛纤维样品洗净率测定的洗涤设备。
5.7 干燥器
用于样品质量箱外热称时样品的干燥。
5. 8 中性洗涤剂
用于样品的洗涤。
6 货批净质皿的测定
如货批包含多种批号以及多种类型的包装,则将同一种批号、同一类包装的货物,作为一个单独货批来处理。若在运输过程中受损、受潮或破损应分拣出来,这些包装件的商业质量应按买卖双方商定的办法来确定。
6. 1 全批货物称量
6.1.1 将全批货物逐一称量,称计毛质量,精确到0.25 kg.
6.1.2 按全批包数的1%回皮,如包装一致、包形整齐、包皮质量差异小者,可酌情减少,但每批至少3包。称计皮质量,计算平均皮质量。
6. 1.3 按式(1)计算全批货物的总净质量:
m1= m2 — m* n…………………………(1)
式 中 :
m1 一 总净质量,单位为千克(kg);
m2 — 总毛质量,单位为千克(kg);
m — 平 均皮质量,单位为千克(kg);
n — 包 装 件 数量
总净质量的计算按照GB/T 817。规定修约,并保留到整数位。
6.2 抽样称量
6.2.1 按规定2)取样包或箱数逐件称量,称计毛质量,精确到 0.5 k g。
6.2.2 将抽取的包装件全部回皮(包装箱、筒管、塑料袋等),称计皮质量,并计算平均皮质量,准确到0. 01 kg。
6.2.3 按式(2)计算抽取的包装件的总净质量:
m'1 = m'2 一 m ' * n ' ··· ··· ··· ··· ··· ··· ⋯ ⋯ ( 2 )
式中:
m'1 —— 抽取的包装件净质量,单位为千克(kg);
m'2 —— 抽取的包装件毛质量,单位为千克(kg);
m ' ——取的包装件平均皮质量,单位为千克(kg);
n ' —— 抽取的包装件数量。
净质量的计算按照GB/T 8170规定修约,并保留到整数位。
6.2.4 按式(3)计算全批货物的总净质量
m1 = N/n* m'1··· ··· ··· ··· ··· ··· ⋯ ⋯ ( 3 )
式中:
m1 — 全批货物的总净质量,单位为千克(kg) ;
m'1 一抽取的包装件总净质量,单位为千克(kg);
N-- 全批货物包装件总数;
n— 抽取的包装件数量。
2) 附录A中给出了各类纺织纤维货批在抽样称量时应抽取的包装件数量。
总净质量的计算按照GB/T 817。规定修约,并保留到整数位。
7 取样
在将纺织纤维货批(包装件)按 6.1及 6.2 所规定方法称量后,立即按照货批的纤维种类、包装件数量抽取一定数量的包装件,然后从上述抽取的包装件中按下列方法逐包抽取批样。
7.1 取样比例
附录A中给出了各类纺织纤维货批在抽取批样时应抽取的包装件数量。
7.2 取样方法
7.2. 1 方法Al
除去包装 件的正面包皮,用手迅速深人包装件内部(距离包装件表面10c m-15c m处)取样,样品从取出到封人密闭容器(见5.2 )内的时间不得多于 30s ;
7.2.2 方法A2
采用 一 只装有非旋转不锈钢管的原毛取样器(端头装有一刀头,用螺纹与钢管连接),靠机械或人力压人包装件。刀头的直径应为21 mm,管长600 mm士20 mm,将刀头朝毛层压缩方向插人,刀头应与包装件的面垂直,钻孔深度不得少于包装件厚度的47%,样品从取出到封人密闭容器(见5. 2 )内的时间不得多于30 s。
7.2. 3 方法A3
从各个包装件中任意取一个毛球,拉去外层条子 3m 后,在内外层各取一定数量(大致相等)的样品,样品从取出到封人密闭容器(见5.2 )内的时间不得多于 30s。
7.2.4 方法A4
从各个取样箱内任意取一筒(绞)丝,剥去表层丝后,可采用常用退绕法抽取一定数量的样品,样品从取出到封人密闭容器(见5. 2 )内的时间不得多于30 s。
7.3 各类纺织纤维货批批样的抽取方法以及抽取数19
见附录A。
8 回潮率
采用烘箱干燥法或电测器法来测定试样的回潮率。
8. 1 回潮率测定要求
试样回潮率的测定应在试样取出后的 24h 内完成。
8.2 回潮率测定方法
8.2.1 方法B1(烘箱法)
8.2.1.1 回潮率测定程序
从密闭容器中迅速称取一定质量的纤维(50g),作为一个回潮率试样放人烘箱,在标准大气条件下按照表1所列出的要求烘干试样。如果干燥的持续时间没有规定,则持续烘干,直至每隔15 min(通风烘箱)或每隔5 min(强制气流烘箱)称量,样品质量变化不大于0.05%为止。以最后一次称取的数值作为试样的烘干质量。具体试验步骤按照GB/T9995-1997的规定进行。

如果通入烘箱的空气是非标准大气,对所测得的试样烘干质量必须修正(见附录B)。
8.2.2 方法B2(电测器法)
8.2.2. 1 回潮率测定程序
从密闭容器中称取一定质量的纤维(约50g )作为一个回潮率试样,放人已校验好的电测器中测试试样的实际回潮率,具体按照GB/T 6102.2-1985的规定进行
8.2.2.2 平均回潮率
按式 (6 )计算:
8.2.2. 1 回潮率测定程序
从密闭容器中称取一定质量的纤维(约50g )作为一个回潮率试样,放人已校验好的电测器中测试试样的实际回潮率,具体按照GB/T 6102.2-1985的规定进行
8.2.2.2 平均回潮率
按式 (6 )计算:
8.3 各类纺织纤维货批测定回潮率所采用的方法
见表2 。
见表2 。

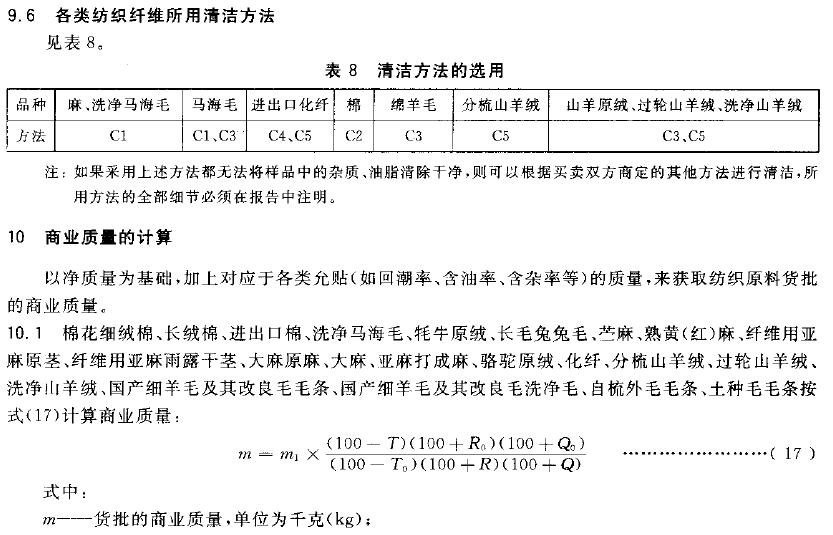
9 清洁
采用手工、机械分析,以及洗涤、萃取等方法去除试样纤维中的杂质、油脂。
9.1 方法C1(手工清洁)
9.1.1 清洁程序
从上述 抽取的批样中逐一抽取出一定质量的试验试样(其中麻纤维取一绞,毛纤维取 20g 左右)3份,然后对各试样称量得mi0后进行下列除杂程序:将称好质量的试样放于纸上,进行手工撕松,并抖落其中的杂质(包括草刺、尘沙等)(注意样品纤维不得流失),应用摄子对不易抖落的杂质拣出,全部拣净后,将所检出的全部杂质称量得mi0
采用手工、机械分析,以及洗涤、萃取等方法去除试样纤维中的杂质、油脂。
9.1 方法C1(手工清洁)
9.1.1 清洁程序
从上述 抽取的批样中逐一抽取出一定质量的试验试样(其中麻纤维取一绞,毛纤维取 20g 左右)3份,然后对各试样称量得mi0后进行下列除杂程序:将称好质量的试样放于纸上,进行手工撕松,并抖落其中的杂质(包括草刺、尘沙等)(注意样品纤维不得流失),应用摄子对不易抖落的杂质拣出,全部拣净后,将所检出的全部杂质称量得mi0
注 :可根据样品中含杂情况适当增加上述除杂程序,以确保样品中的杂质已被除尽。
如果测试结果之间差异较大,可适当抽取多个备样进行测试。
9.2 方法C2(机械清洁)
取出一 定数量的样品,先用手工方法拣去粗大杂质,然后采用杂质分析机对样品进行机械开松、除杂,以除尽样品中的杂质
9.2. 1 清洁程序
从上述抽取的批样中逐一抽取一定质量的纤维(每个试样约 100g ),组成含杂率试验试样,采用杂质分析机的除杂来测试样品的含杂率,具体按照GB/T 6499-1992的规定进行。
如果测试结果之间差异较大,可适当抽取多个备样进行测试。
9.2 方法C2(机械清洁)
取出一 定数量的样品,先用手工方法拣去粗大杂质,然后采用杂质分析机对样品进行机械开松、除杂,以除尽样品中的杂质
9.2. 1 清洁程序
从上述抽取的批样中逐一抽取一定质量的纤维(每个试样约 100g ),组成含杂率试验试样,采用杂质分析机的除杂来测试样品的含杂率,具体按照GB/T 6499-1992的规定进行。
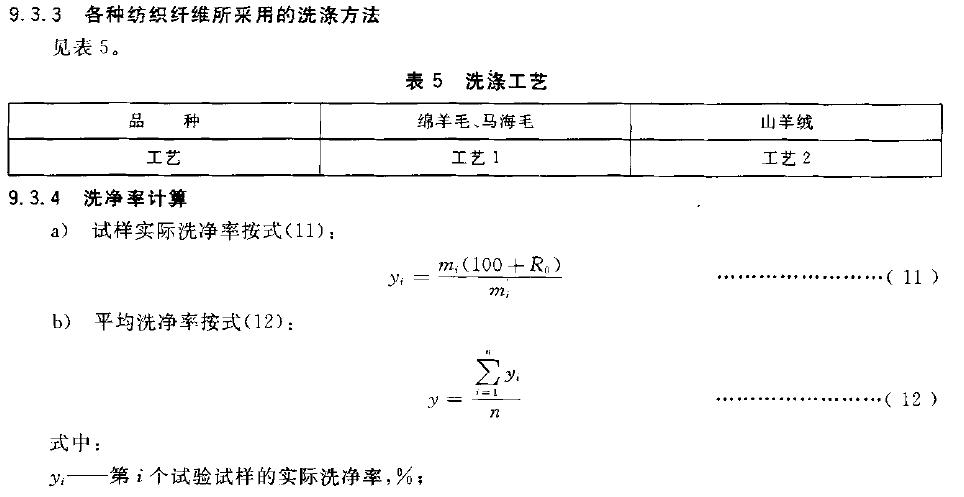
9.3 方法C3(洗涤清洁)
取出一定数量的样品,采用机械或手工方法对样品进行撕松、除杂,并将其在洗涤设备中用洗涤剂洗涤,以除尽样品中所有杂质(包括油脂) 具体按照GB/T 6978--1986规定进行。
9.3. 1 清洁程序
从上述抽取的批样中抽取一定质量的纤维(其中半细毛异质毛取150g ,同质细羊毛取200g )5份其中3份为试验试样.2份为备样,平衡后称量m'1 ,经机械或人工方法撕松,抖去土杂、污块、草杂等,并选用下列表中的洗涤工艺洗涤,烘干称量mi,计算各个试样的洗净率yi。
9.3.2 洗涤工艺
见表3、 表4。
取出一定数量的样品,采用机械或手工方法对样品进行撕松、除杂,并将其在洗涤设备中用洗涤剂洗涤,以除尽样品中所有杂质(包括油脂) 具体按照GB/T 6978--1986规定进行。
9.3. 1 清洁程序
从上述抽取的批样中抽取一定质量的纤维(其中半细毛异质毛取150g ,同质细羊毛取200g )5份其中3份为试验试样.2份为备样,平衡后称量m'1 ,经机械或人工方法撕松,抖去土杂、污块、草杂等,并选用下列表中的洗涤工艺洗涤,烘干称量mi,计算各个试样的洗净率yi。
9.3.2 洗涤工艺
见表3、 表4。

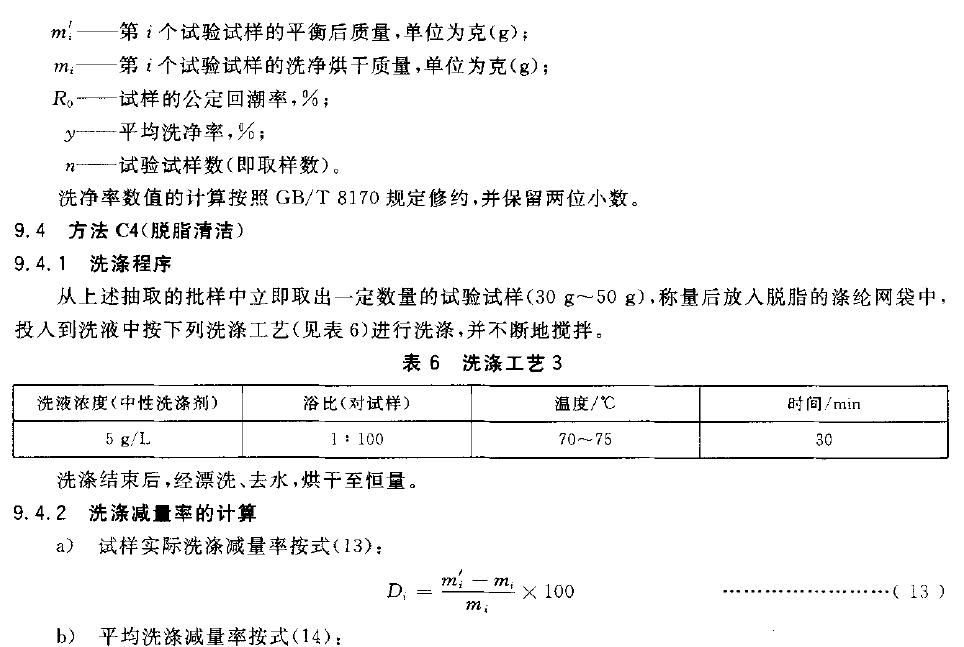
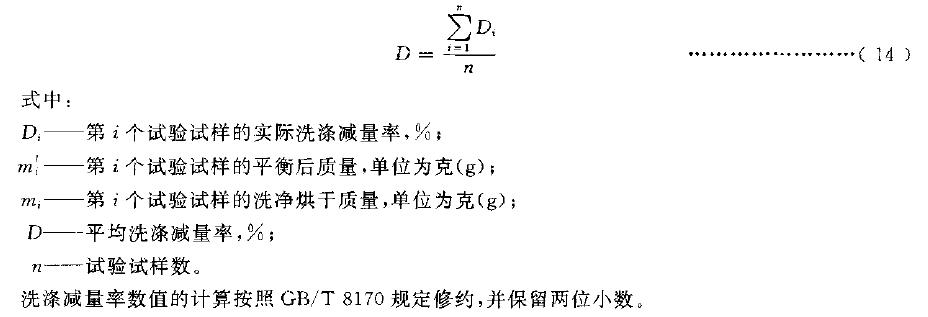
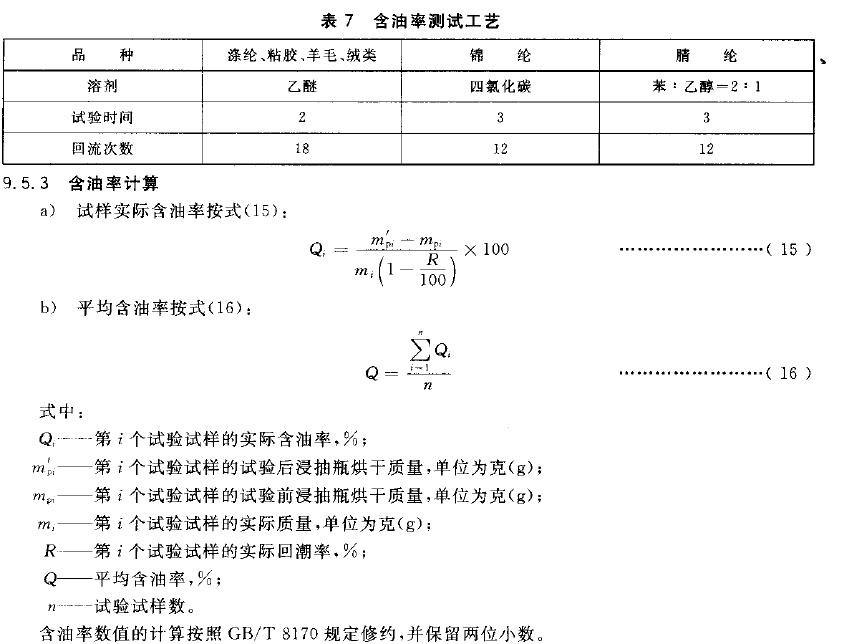
9.5 方法C5(萃取清洁)
取出一 定数量的样品,放人索氏萃取器中,用一定的溶剂进行加热萃取,以提取出样品中所含有的油脂.
9.5. 1 萃取程序
从测过回潮率的试样中随机抽取质量约为5g的试样(其中长丝质量约7g )3份,两份做试验,一份为备样。将试样用滤纸包好,放人浸抽器的浸抽管内,下接已称知质量的浸抽瓶注人溶剂。
水浴锅加热温度控制在溶剂沸点以上,使溶剂蒸发上升,冷凝回流,溶剂回流控制在12次~18次。
浸抽完毕后,取出试样,回收溶剂。将试样和浸抽瓶放置于烘箱内,在表1条件下烘至恒量,取出迅速放人干燥器中冷却,称取浸抽瓶的质量,精确到0.1 mg。
由于所采用的溶剂有毒性,沸点低 ,浸抽必须放在通风橱内进行操作。在夏天特别要注意安全.
9.5.2 各类纺织纤维在测定含油率时所采用的萃取工艺
见表7。
取出一 定数量的样品,放人索氏萃取器中,用一定的溶剂进行加热萃取,以提取出样品中所含有的油脂.
9.5. 1 萃取程序
从测过回潮率的试样中随机抽取质量约为5g的试样(其中长丝质量约7g )3份,两份做试验,一份为备样。将试样用滤纸包好,放人浸抽器的浸抽管内,下接已称知质量的浸抽瓶注人溶剂。
水浴锅加热温度控制在溶剂沸点以上,使溶剂蒸发上升,冷凝回流,溶剂回流控制在12次~18次。
浸抽完毕后,取出试样,回收溶剂。将试样和浸抽瓶放置于烘箱内,在表1条件下烘至恒量,取出迅速放人干燥器中冷却,称取浸抽瓶的质量,精确到0.1 mg。
由于所采用的溶剂有毒性,沸点低 ,浸抽必须放在通风橱内进行操作。在夏天特别要注意安全.
9.5.2 各类纺织纤维在测定含油率时所采用的萃取工艺
见表7。
m1 — 货批的总净质量,单位为千克(kg);
T — 试验试样的平均含杂率,%;
T0 — 试验试样的公定含杂率,%;
R0 — 试验试样的公定回潮率,%;
R — 试 验试样的平均回潮率,%;
Q0 — 试验试样的公定含油率,%;
Q 一 试 验试样的平均含油率,%。
注:棉花标准含杂率皮辊棉为3.0%,锯齿棉为2.5%;其中棉花细绒棉、长绒棉、进出口棉、洗净马海毛、耗牛原绒、竺麻 、熟 黄 ( 红 )麻 、纤维用亚麻原茎、纤维用亚麻雨露干茎、大麻原麻纤维对含油率不升扣商业质量:大麻、亚麻打成麻 、骆驼原绒、化学纤维对含油率、含杂率不升扣商业质量;国产细羊毛及其改 良毛毛条、国产细羊毛及其改良毛洗净毛 、自 梳外毛毛条、土种毛毛条货批对杂质不升扣商业质量。(长绒棉的商业质量的计算一般以含
水率代替回潮率来计算;进出口棉的商业质量是根据买卖双方合约规定;或以回潮率,或以回潮率与含杂率,或以含水率与含杂率计算。)
必要时 ,买卖双方可商定一个允贴来弥补不升扣含油率、含杂率,以及在烘干过程中油剂的挥发对货批商业质量的影响。
10.2 绵羊毛、山羊原绒按式(18)计算商业质量:
T — 试验试样的平均含杂率,%;
T0 — 试验试样的公定含杂率,%;
R0 — 试验试样的公定回潮率,%;
R — 试 验试样的平均回潮率,%;
Q0 — 试验试样的公定含油率,%;
Q 一 试 验试样的平均含油率,%。
注:棉花标准含杂率皮辊棉为3.0%,锯齿棉为2.5%;其中棉花细绒棉、长绒棉、进出口棉、洗净马海毛、耗牛原绒、竺麻 、熟 黄 ( 红 )麻 、纤维用亚麻原茎、纤维用亚麻雨露干茎、大麻原麻纤维对含油率不升扣商业质量:大麻、亚麻打成麻 、骆驼原绒、化学纤维对含油率、含杂率不升扣商业质量;国产细羊毛及其改 良毛毛条、国产细羊毛及其改良毛洗净毛 、自 梳外毛毛条、土种毛毛条货批对杂质不升扣商业质量。(长绒棉的商业质量的计算一般以含
水率代替回潮率来计算;进出口棉的商业质量是根据买卖双方合约规定;或以回潮率,或以回潮率与含杂率,或以含水率与含杂率计算。)
必要时 ,买卖双方可商定一个允贴来弥补不升扣含油率、含杂率,以及在烘干过程中油剂的挥发对货批商业质量的影响。
10.2 绵羊毛、山羊原绒按式(18)计算商业质量:
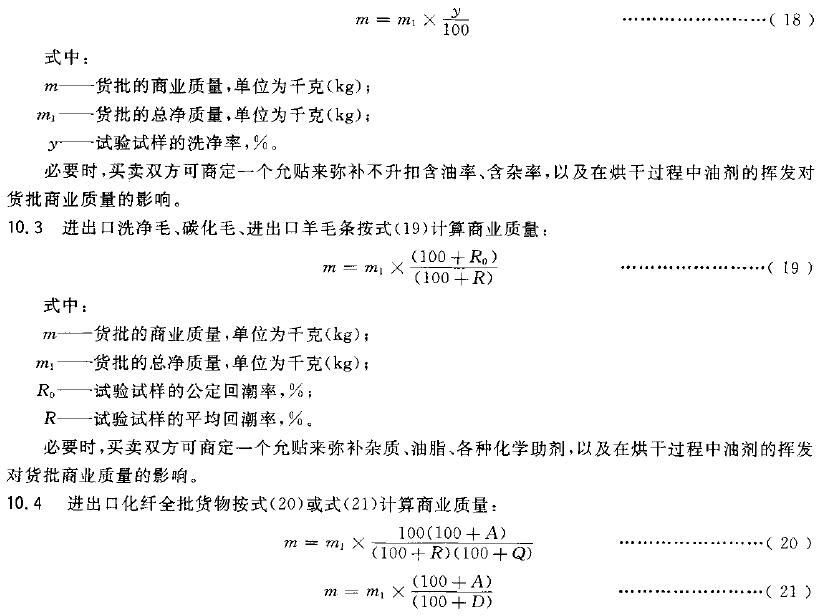
式中:
m — 货批的商业质量,单位为千克(kg);
m1 — 货批的总净质量,单位为千克(kg);
R 一试验试样的平均回潮率,%;

11 检验规则
11. 1 买卖双方的任何一方对检验结果有异议时,可提请双方同意的专业检验机构,根据相关产品标准确定的货批缺少允许程度,按本标准规定复验,复验结果为最终结果。
11.2 棉花、羊毛、原绒、分梳山羊绒商业质量为公证检验,一次检验有效,不予复验。
11. 1 买卖双方的任何一方对检验结果有异议时,可提请双方同意的专业检验机构,根据相关产品标准确定的货批缺少允许程度,按本标准规定复验,复验结果为最终结果。
11.2 棉花、羊毛、原绒、分梳山羊绒商业质量为公证检验,一次检验有效,不予复验。